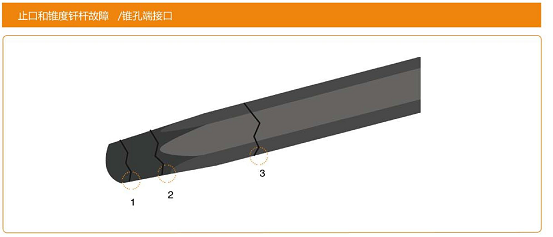
钻头锥度尾孔形式有一下两种形式。如下图
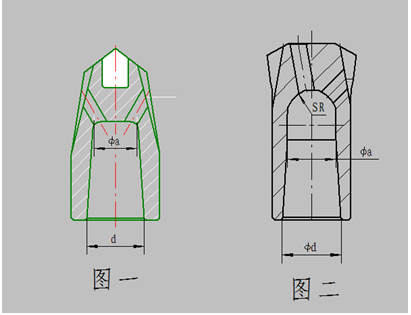
钎杆锥稍示意图如下:
一、当钎杆与图一形式配合时,钎杆小头直径Φc要小于钻头尾孔小径Φa,保证钎杆端面与钻头尾孔底面留有5-10mm的空间,防止因钎杆或钻头裤体变形后,钎杆端面与钻头尾孔底面接触,造成配合失效。图一钻头尾孔形式一般并不常见。
二、当钎杆与图二钻头尾孔形式配合时。
1、普通钎杆(杆身硬度在HRC35左右,以55SiMnMo素材为代表的钎杆)配合时。钎杆小头直径Φc要略大于钻头尾孔小径Φa。因钎杆硬度相对较低,容易变形,防止钻杆钻进钻头小孔中去。造成配合失效。
2、优质钎杆(渗碳工艺,表面HRC55-60.心部硬度HRC38-40.)配合时,钎杆小头直径Φc要略小于等于钻头小孔直径Φa,因钎杆硬度较高。容易造成钻头内空变形。造成配合失效。
三、一般钎杆小头直径的标准尺寸有以下几种:
7°:18.5mm,20.2mm.
4°:19.1mm
6°:18.5mm
11°:17.6mm
12°:14.9mm.17.9mm
上述尺寸只是一般国家常用标准尺寸,具体尺寸还要与钻头实际设计生产尺寸确定。
四、普通锥度钎杆一般正常报废形式为稍尖断裂3次作为钎杆的使用寿命,也就是说普通钎杆锥稍断裂是正常的。
五、优质钎杆因步入市场较晚,报废形式还未确定。现在只是达到客户认可的进尺米数,就可以了。但通过我公司的实验和贵钢的矿山实验报告,表明锥稍断裂和冲极端破碎是优质钎杆正常报废形式。最终寿命还是占领客户的主要指标。
六、优质成品钎杆主要注意事项:
1、锥稍配合要达到65-75%以上。
2、锥稍表面光洁度要保证1.6以上,不能见明显刀痕。
3、钎杆直线度要保证在1.5mm/M。
4、锥稍倒角不易过大,不能超过1.5mm。
5、热处理后锥面不能存在磕碰划伤。
6、冲击端最小倒角不能小于1mm.
7、冲击端表面的垂直度和光洁度一定要保证。
8、冲击端倒角一定不能出现尖角。防止从尖角处掉块。
七、以下为锥度配合的基本理念知识。
锥角α愈小,胀裤力将增加,连接可靠而拆卸较难;锥角α愈大,胀裤力减小,连接松弛而拆卸较易。通常小功率凿岩机多采用7°或更小的一些的锥角;岩石较硬,凿岩机功率较大或钻车凿岩,多采用12°锥角。
钎头高度不够,锥孔偏浅,锥孔底几何结构不合理,钎梢插深H值过小,是导致胀裤、裂裤、断腰、断梢的重要原因。一般情况下,钎杆与钻头配合长度应大于20-25mm。
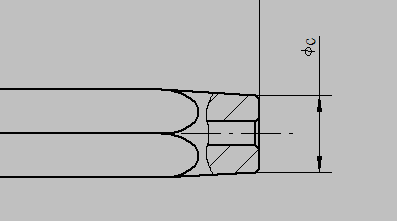
如果冲击端倒角过小见下图

容易出现的问题是在尖角处出现掉块,见下图
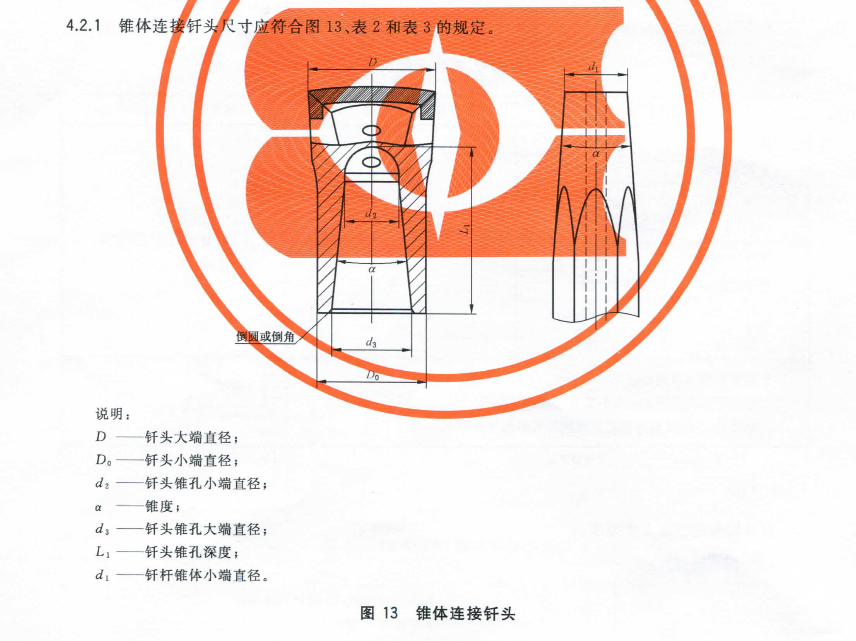
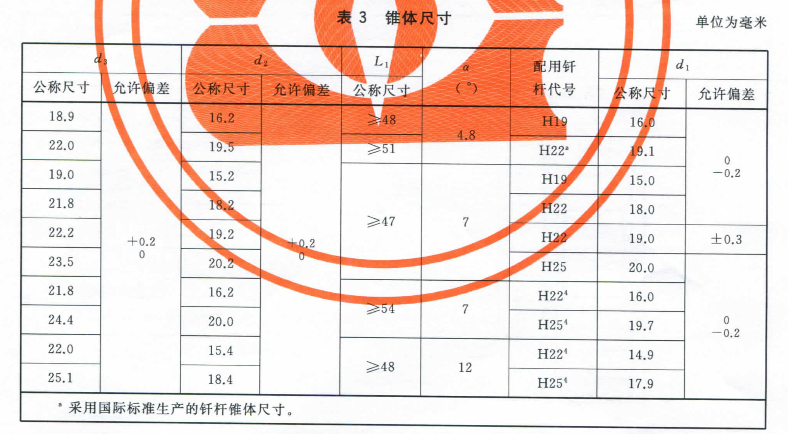
附表为锥度连接的国家标准
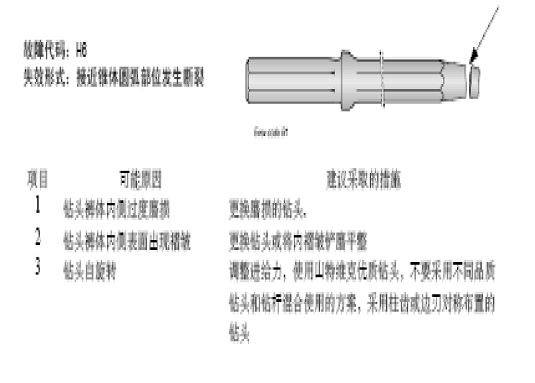
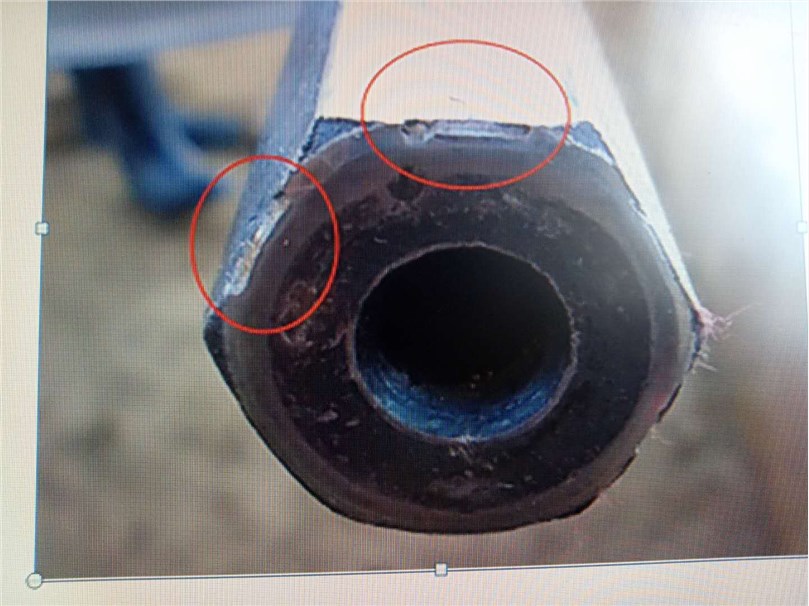
宝长年关于锥稍断裂分析

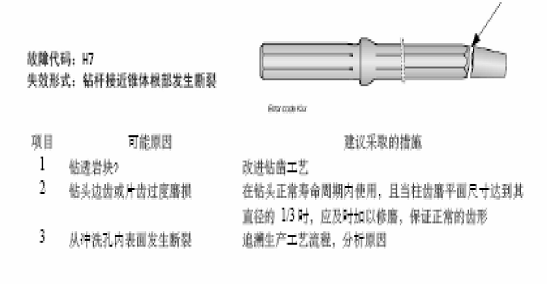
山特维克断稍分析